Термодиффузионное упрочнение и защита металлических изделий
Разработанное нашим предприятием оборудование и технологии позволяют осуществлять термодиффузионное насыщение раличными легирующими элементами: ГОСТ 28426-90.
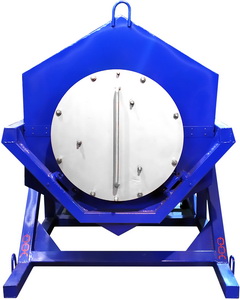
Пример оборудования для термодиффузионного цинкования ТДУ
Процесс цинкования происходит в специальной смеси с цинковым порошком при температуре 380-400 °C. Полученное покрытие устойчиво к различным механическим нагрузкам, деформации и является распространенным способом защиты металла
Хромирование
Производят в порошковых смесях при температурах 800-950 °C. Области применения: для защиты от коррозии на воздухе, в морской воде, электрохимической газовой коррозии.
Термодиффузионное алитирование
Проводят в порошковых смесях в состав которых входит порошок алюминия (например, ПА-4). При температуре 600-800 °C при механической активации смеси посредством вращения реторты установки. Диффузионное насыщение стали алюминием является одним из самых
надежных
способов защиты от действия кислорода при высоких температурах (800 °C), обеспечивает хорошую защиту против коррозии в атмосферах с соединениями серы, алитированные изделия могут использоваться вместо жаростойких сталей.
Оловянирование
Оловянирование – термодиффузионное насыщение поверхности металлоизделий оловом или сплавом на оловянной основе. Процесс осуществляется в порошковой смеси (насыщающий порошок олова ПО-1) при температуре 200-220 °C. Области применения: в радио- и электротехнике, в авиационной и других производствах. Покрытия отличаются хорошей пластичностью, высокой адгезией, химической стойкостью, устойчивостью к эксплуатации в условиях тропического климата.
Термодиффузионное меднение
Производят в порошковых смесях при температурах 850-900 °C. Области применения: нанесение подслоя при покрытии деталей другими металлами никелем (Ni), хромом (Cr) для экономии; улучшении притирки трущихся поверхностей деталей; для улучшения электропроводности деталей.
Цементация
Цементация – термодиффузионное насыщение углеродом поверхностного слоя деталей из малоуглеродистой стали (до 0,3% С). Значительно повышается твердость при достаточно вязкой сердцевине детали.
Изготовим оборудование, необходимое именно Вам
На странице "Контакты" Вы можете воспользоваться простой формой обратной связи. Напишите нам и мы ответим в течение 24 часов.