- эффективный способ антикоррозийной обработки металлоконструкций с использованием цинка.
Процесс осуществляется погружением металлических изделий в ванну с горячим цинковым сплавом.
Никелевая таблетка для горячего цинкования
Наша компания производит никелевые брикеты на основе собственного патента
Никель является наиболее распространенным металом для легирования цинкового расплава. Практика его использования уже давно зарекомендовала себя на зарубежных и российских предприятиях. Использование никеля позволяет уменьшить неконтролируемый рост толщины цинкового покрытия и уменьшает её на 10-15% без ухудшения его свойств, а значит существенно экономит расход цинка. Улучшаются декоративные свойства покрытия. Слой становится более однородным, ярким, блестящим.
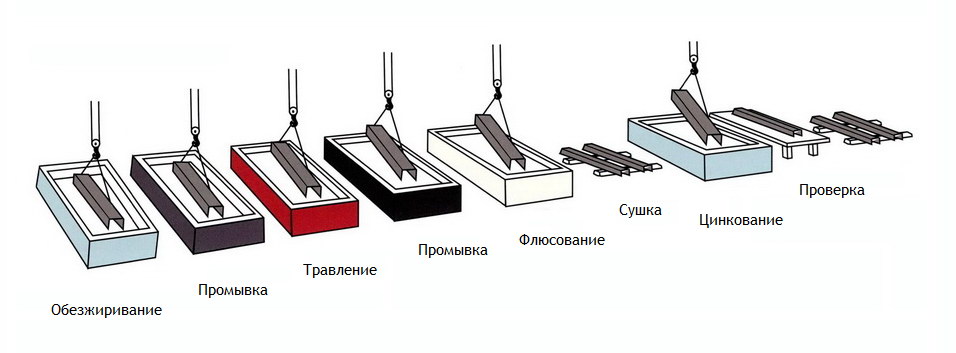
очищает металлоизделия от масел и других органических загрязнений. Ванна обезжиривания содержит кислотный или щелочной раствор, в зависимости от вида загрязнения. Температура 25-40 C. Время до 1 часа. После обезжиривания изделия
промывают
в ванне при комнатной температуре для удаления остатков раствора.
Травление
осуществляют в ваннах с соляной кислотой для удаления окалины и ржавчины. Температура 15-20 С, время 30-90 минут. После травления осуществляют
промывку
в ваннах для удаления технологического раствора.
Флюсование
проводится для окончательной очистки изделий. При флюсовании на поверхности металлоизделий образуется пассивная пленка, препятствующая окислению. Обычно применяются хлорид аммония и хлорид цинка. Температура 45-65 С, время 5 минут.
2. Сушка металлоизделий
Сушка изделий перед проведением горячего цинкования предназначена для удаления остатков влаги, которая снижает качество цинкования (неравномерный слой цинка). Температура сушки 100-120 С.
3. Горячее цинкование
Нанесение покрытия проводится в ванне цинкования. Изделия выдерживают в расплавленном цинке в течении нескольких минут (4-10). Для улучшения свойств состава используются никелевые таблеты.
4. Охлаждение деталей
Охлаждение деталей после цинкования производят на воздухе или в специальных устройствах.
В состав линии горячего цинкования входят:
1. Ванна обезжиривания щелочью - 1шт
Ванна изготовлена из полипропилена. Толщина стенок 20-25 мм. Полипропиленовая ванна вставляется в металлический каркас. Температура нагрева до 50 С.
2. Ванна для промывки водой - 2шт
Ванны изготовлены из полипропилена, толщиной 20-25 мм. Вставляется в металлический каркас.
3. Ванны травления - 3 шт
Ванны изготовлены из полипропилена, толщиной 20-25 мм с крышками, имеющими пневматический привод. Вставляются в металлический каркас. Ванны оборудованы устройствами сбора паров.
4. Ванна флюсования - 1шт
Ванна изготовлена из полипропилена, толщиной 20-25 мм с крышкой, имеющий пневматический привод. Вставляется в металлический каркас. Ванна оборудована устройством сбора паров и подогрева до 45-65 С.
5. Печь с системой управления для сушки металлоизделий - 1шт
Металлическая с теплоизоляцией и крышкой с пневмоприводом.
6. Ванна горячего цинкования.
Керамическая ванна в металлическом кожухе, толщиной 20-30 мм. Оборудована системой управления, аспирации аэрозольных отходов, системой нагрева, вспомогательными системами. Рабочая температура в ванне 450-480 С
Ванна химической обработки, как и другие ванны линии, имеет верхние заливные и переливные патрубки, трубопроводы, полипропиленовые крышки, пневматическую систему привода крышек и химического насоса. Крышка ванн химической обработки имеет металлический внутренний каркас, обшитый полипропиленом толщиной 5мм для защиты их от коррозионного воздействия.
Рабочие (внутренние) размеры печи и ванн 3000 х 1200 х 1500 мм (длина х ширина х высота)
Область применения горячего цинкования
автомобильная промышленность
сельскохозяйственное машиностроение
электротехническая промышленность
строительная промышленность
химическая промышленность
В сфере горячего цинкования, в данный момент времени, мы производим только саму
печь для нагрева основной ванны расплава и никелевые брикеты
, для улучшения качества покрытия и экономии расхода материалов для гор. цинкования
Если Вам необходимо надёжное антикоррозийное покрытие изделий, в т.ч. с резьбовыми соединениями, то обратите внимание на наши